
Продукция









Роторные Ножницы Для Резки По Длине
Линия ротационных ножниц для резки по длине – это прецизионное оборудование, предназначенное для эффективной и точной резки листового металла на заранее заданные отрезки точно, быстро и аккуратно.
Описание
маркер
использовать:
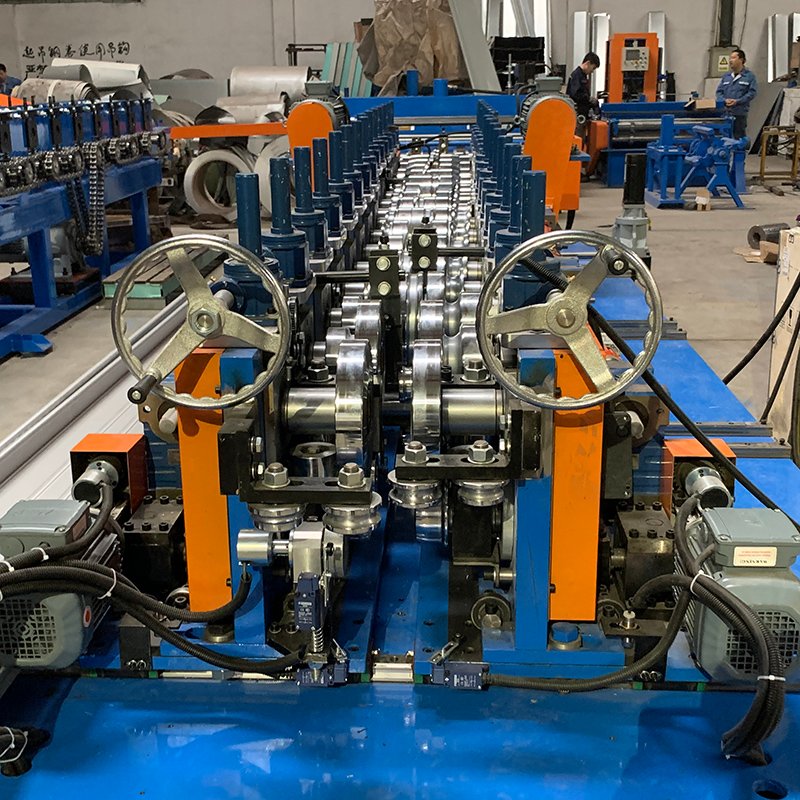
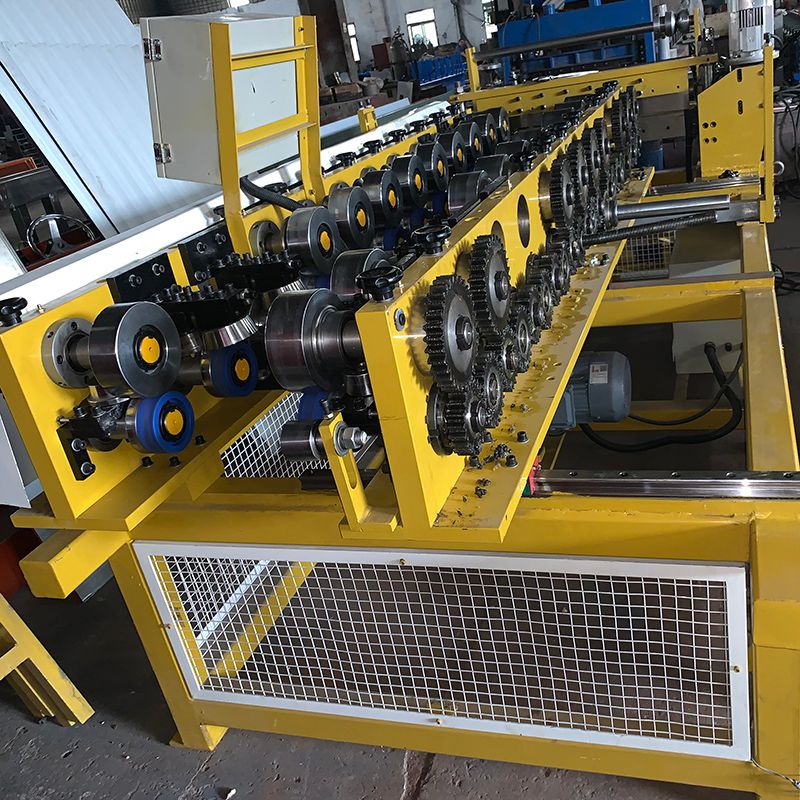
Роторные Ножницы Для Резки По Длине
Линия ротационных ножниц для резки по длине - это прецизионное оборудование, предназначенное для эффективной и точной резки листового металла на заранее заданные отрезки точно, быстро и аккуратно. По сравнению с обычными ножницами с наклонным лезвием, роторные ножницы имеют следующие преимущества: мешалка имеет хорошее качество резки; режущее лезвие имеет меньше царапин и износа, может обеспечить прямолинейность стального листа и имеет высокую эффективность резки. Оборудование линии резки требует высокой точности. Производственная линия Marklin использует передовую систему управления, которая может обеспечить высокую скорость и автоматизацию процесса резки, а также последовательность и точность каждой резки.

Принцип работы:
Роторные ножницы - это машина, использующая возвратно-поступательное линейное движение одного ножа относительно другого для разрезания листа. С помощью подвижного верхнего лезвия и неподвижного нижнего лезвия к металлическим листам различной толщины с разумным зазором прикладывается усилие сдвига, благодаря чему листы ломаются и разделяются в соответствии с требуемым размером.
Используется в производственных линиях для размотки и выравнивания листов. Он разработан для удовлетворения требований к быстрой резке на производственных линиях. На линиях по производству толстых листов в основном используются гидравлические высокоскоростные ножницы, а на линиях по производству тонких листов - пневматические ножницы. Триггер; Высокоскоростная линия оснащена летающими ножницами для непрерывного производства и высокой эффективности.

Преимущества нашей линии резки на ротационные ножницы:
Роторная система резки Marklin оснащена мощными режущими ножами, которые вращаются в процессе резки, обеспечивая чистые, точные срезы без заусенцев, зазубрин и других дефектов, которые могут повлиять на качество готовой продукции. Способная резать листовой металл толщиной до 25 мм и шириной до 2500 мм, система идеально подходит для различных промышленных, автомобильных и строительных работ.
Эта современная ротационная линия для резки на ножницы по длине обладает широкими возможностями настройки и может быть адаптирована к конкретным требованиям и задачам. Наши системы просты в эксплуатации и обслуживании, требуют минимального обучения и обеспечивают максимальное время безотказной работы для эффективного производства. Кроме того, они оснащены передовыми средствами защиты, обеспечивающими безопасность операторов.

Основные факторы, влияющие на качество стрижки оборудования линии роторных ножниц:
Дефекты качества резки кромок:
Дефекты качества ножниц для кромки стального листа в основном включают провисание стального листа, трещины при сдвиге, несоосность, заусенцы, высокие заусенцы и т.д. Основными причинами этих дефектов являются регулировка зазора между лезвиями машинки для стрижки, скорость стрижки, зажим стального листа, регулировка и использование прижимного ролика, а также регулировка ширины машинки для стрижки.
Зазор между режущими кромками:
Поперечный зазор кромки ножниц является важным фактором, влияющим на качество стрижки стального листа, а также связан с величиной усилия стрижки и сроком службы кромки ножниц. Если зазор слишком мал, поверхность конца ножниц будет неровной, на нижнем конце появятся заусенцы и вторичная поверхность ножниц. Кроме того, усилие сдвига увеличивается, и трение между режущей кромкой и краем пластины также увеличивается, тем самым ускоряя износ режущей кромки; если зазор слишком большой, это приведет к разрушению, заусенцам и выемкам. Размер зазора между лезвиями ножниц зависит от толщины стального листа и механических свойств стального листа. Разумным методом проектирования является регулировка бокового зазора ножа ножниц.
В общем:
Зазор между режущими кромками S=A*h+C
В формуле: A-эмпирическое значение, h-толщина стального листа, C-значение коррекции зазора, в зависимости от прочности стального листа, как правило, является эмпирическим значением.
Основная формула ножниц для головы и ножниц для стрижки, используемых на нашем заводе: s=0.09*h Основная формула двусторонних ножниц: s=0.06*h+0.20.

связаться с нами
Сопутствующие популярные продукты

CZ Purlin Roll Forming Machine
Запуск универсального сталелитейного станка типа CZ – это революция в проекте по увеличению доходов и сокращению расходов в отрасли производства стальных конструкций.

Ibr Крыша Лист Делая Машину
Наш трапециевидный валковый станок является свидетельством точного проектирования и передового производства в области производства кровельных листов.
Snap Lock Панели Крыши Машины
Станок для производства кровельных панелей с защелками используется для быстрой и надежной формовки кровельных панелей с защелками для крыш жилых домов, коммерческих крыш, сельскохозяйственных крыш и промышленных крыш. Наша компания специализируется на разработке и производстве оборудования для формовки рулонов.